在沉箱预制过程中,存在诸多因素影响其施工质量,各个因素又相互制约,本文结合防 城港钢铁基地码头工程24个沉箱滑模预制工艺,从模板、沉箱平整度及垂直度、混凝土质量、养 护等方面简要阐述沉箱滑模预制的质量控制方法。 ▶ 关键词:沉箱滑模预制工艺质量控制施工质量
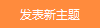
防城港钢铁基地项目专用码头 210#、211#一万吨级泊位工程共有预 制沉箱24个,单个沉箱混凝土设计方 量为837m³, 沉箱高度17.1m, 每个沉 箱墙身分12个仓格(见图1、图2)根据 工期要求,每个月需预制8件沉箱,由 于预制场地狭小,现场仅能布置5个 预制台座,因此沉箱墙身混凝土采用 汽车泵泵送混凝土的滑模预制工艺, 能加快混凝土浇筑速度,缩短底模周 转时间,也能避免用吊斗浇筑混凝土 产生的安全风险。根据工艺要求,先
常规预制1.2m底板部分,再用滑模工 艺预制15.9m墙身,完成整个沉箱的
预制。
2.质量控制要点
2.1底板平整度及可靠度控制
沉箱底模采用128作支撑,采用 6mm钢板作底板面板,根据沉箱底板 的形状及重量分布情况,确定气囊的 摆放位置、间距及数量,根据以上参 数将底板分为多个区域。
根据气囊的摆放将底模分为8个 区域,共48小块,小块模板分为单元A 与单元B两种,单元A 为2m×3m布置, 单元B分为0.55m×2m 布置,为保证沉 箱底面的平整度,单元A、B正反面均 为6mm钢板作面板,分配主梁为[6.3, 间距布置为300mm, 加劲梁为[6.3,布
图1沉箱土面图
置间距为500mm, 刚度满足沉箱底板 混凝土浇筑后最不利位置扰度要求, 保证混凝土浇筑完成后,其挠度小于 1/400L,[6.3强度不大于145Mpa。
底模支撑采用128,满足气囊抽 拔要求,同时在沉箱仓格加高位置布 置为双拼,128及面板铺设时,利用水 准仪控制其平整度,偏差控制标准为 ±3mm, 每2m一个检测点。同时为保 证沉箱底板与台座不粘连,底模钢板 上再加两层牛皮原纸。
2.2底板竖直度控制
底板预制高度为1.2m, 底层模 板采用定型钢模板,分为竖排、横围 图、竖桁架,为保证模板上口平直, 外模上口设水平桁架一道,外模底脚 通过锚杆固定,内外模之间上口通过 的杆件对拉。底板模板安装完成后, 利用2m靠尺控制其垂直度,测量模
板端部及中部共12个点,偏差控制为 ±0.5mm。
图2沉箱衡视图
2.3墙身尺寸控制
(1)墙身模板控制
墙身模板为滑模模板,采用6mm 花纹钢板作为操作平合面板;横肋采 用[10槽钢,间距为25cm; 围板采用 组合钢模板,围圈(弦杆)采用型钢 L80×80×8角钢连接垂腹杆、斜腹杆 及工作台钢桁架分段制成,沿结构 物截面周长设置,上、下各一道。提 升架(门腿支架及上、下横梁,千斤顶 固定位置)是由一对门腿支架(焊接 件)及二对上、下横梁(14mm钢板) 组成。滑动模板工作平台采用型钢 L63×63×6角钢制作桁架式结构。
为了减小滑模上滑阻力及保证 预制沉箱尺寸,根据沉箱模板的高度 将模板设置为倒锥子形,锥度不大于 0.5%,所以沉箱仓格滑模模板上口尺 寸较设计小5mm, 下口较设计尺寸小 10mm, 既可利于滑模提升,同时又可 防止模板在侧压力下涨模时预制沉箱尺寸超规范要求。
|